高温耐磨陶瓷涂料
高强耐磨涂料分为高温耐磨涂料和中温耐磨涂料!本文详细讲讲关于高温耐磨涂料的资料!高温耐磨涂料用于无腐蚀气体管道和设备内壁,适应温度可达200℃-1000℃。高温耐磨陶瓷涂料

高温耐磨陶瓷涂料用于无腐蚀气体管道和设备内壁,适应温度可达800℃,是一种胶凝材料,由于采用了耐酸和耐碱的特殊原料,性能稳定,不会和介质发生反应,同时耐磨陶瓷涂料的原料多为高温合成材料,晶体发育好,结构完整,不受环境因素的影响,是最好的惰性材料之一,因而可有效抵御环境介质作用和各种化学腐蚀,高温耐磨陶瓷涂料主要有骨料和超细结合粉两相组合,颗粒紧密堆积,因而没有较大的宏观缺陷,体积密度大。是普通混凝土和耐火浇注料无法比拟的,可有效抵御物料的高速冲击力和剪切应力,在施工现场,采用人工或机械方式涂抹在设备内衬或表面,经过一系列的化学反应,在常温下3天后达到理论结合强度和硬度。


◆温度要求:施工期间,施工地点的气温适宜在0C至40C之间,如气温过低时,材料本身及施工区域须加温至0C以上,但应避免在直接日晒或强风状况下施工,以防止耐磨涂料表面的风速干裂。
◆表面处理:施工时首先清除施工部位表面,如表面粉磨灰及金属锈斑。
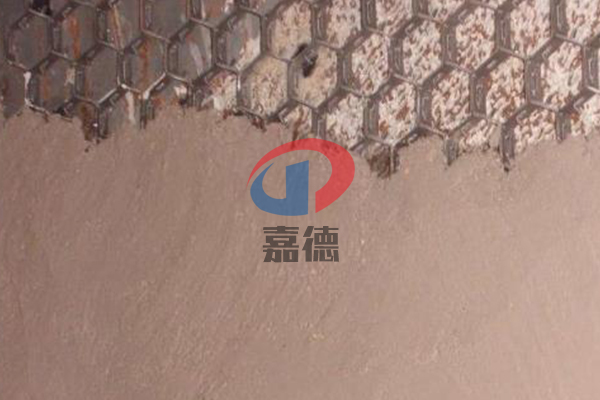
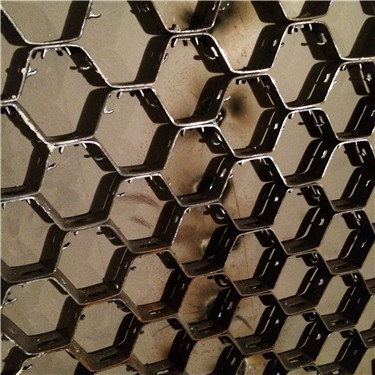
◆龟甲网焊接:龟甲网的作用尤其是当垂直面或施工面朝下时,使已涂抹的耐磨陶瓷涂料不致脱落。
◆混合、搅拌、施工:放在搅拌机里搅拌约10分钟,再将配置好的固化剂同时搅拌10分钟,
严禁加入其他溶剂,配置好的耐磨陶瓷涂料即可倒打在龟甲网上,厚度应达到施工图纸及业主的要求,配置好的耐磨陶瓷涂料应在20分钟用完,时间过长会发硬,发硬后的陶瓷涂料已经过一系列的化学反应,不能再用,并用橡皮榔头打严结实,表面无缝隙、裂缝。
◆养护:施工完后让其自然养护,表面严禁水淋,整个过程应严格按照以上工艺施工,才能达到理想的耐磨效果。

| 检测项目 | 检测数据 | 检测项目 | 检测数据 |
|
体积密度(g/cm3) |
2.99 |
导热系数(W/m.k) |
1.5 |
|
耐压强度(110℃×24h) |
161 |
耐压强度(850℃×3h) |
135 |
| 抗折强度(110℃×24h) | 17.8 | 抗折强度(850℃×3h) | 16 |
| 耐磨性(g/cm2) | 1.1 | 最高使用温度(℃) | 1000 |

| 将防磨设备表面清理干净 暴露出设备本体 | 将锚固网焊接固定在防磨设备内壁 |
 |
 |
| 将涂料与配料完全搅拌均匀 | 将涂料均匀的涂抹于锚固网表面 |
 |
 |

|
适用行业 |
火电行业、钢铁行业、水泥行业、化工行业、泵车行业港口行业、冶炼行业、煤炭行业、矿山行业 |
|
应用设备系统 |
应用抗磨部位 |
|
石灰石破碎及原燃料预均化系统 |
下料溜槽、料斗及皮带滚筒等 |
|
生料立磨系统 |
进料溜槽、滚轴各封圈、选粉机导流叶片、立磨旋风筒、管道等 |
|
煤磨系统 |
选粉机壳体、煤粉管道、回料管等 |
|
回转窑系统 |
增湿塔进、出口弯头、篦冷机至电收尘管道、篦冷机立煤磨管道、旋风筒、电收尘隔栅板、熟料提升机下料溜槽等 |
|
水泥粉磨系统 |
立磨、辊压机、V型选粉机进料溜槽、选粉机壳体、循环风机叶轮、壳体、旋风筒及进、出料口弯头 |
|
余热发电系统 |
篦冷机至沉降室、管道及内壁 |

| 涂料搅拌前 | 涂料搅拌中 | 锚固网 | 涂料涂抹中 | 涂料涂抹后 |
|---|---|---|---|---|
 |
 |
 |
 |
 |